روشهایی برای کاهش هزینه در ماشینکاری CNC
استفاده از ماشینکاری CNC روشی مرسوم برای ساخت قطعات مختلف با جنس و اندازه و مدل متفاوت در همه صنایع است. ولی بعضی مواقع اگر در انتخاب جنس، هندسه، زمان کدنویسی و عوامل دیگر دقت نشود، ممکن است قیمت ماشینکاری cnc افزایش پیدا کند. محاسبه هزینه ماشینکاری CNC شامل عوامل مختلفی از جمله نیروی کار،نوع دستگاه، پیچیدگی قطعه، جنس قطعه و بسیاری موارد دیگر است.
هزینه ماشینکاری cnc به نوع ماشین و تعداد ساعتهایی که کار میکند نیز بستگی دارد. معمولا تولیدکنندهها نرخ ساعتی را برای راهاندازی انواع مختلف ماشینها تعیین و اعلام میکنند.
در این مقاله به راهکارهایی برای کاهش هزینهها اشاره کردهایم:
1- کاهش هزینه جنس قطعه
یکی از سوالات اصلی که قبل از سفارش قطعه باید به آن پاسخ دهیم این است که چه مادهای برای ساخت قطعه مناسب است. جنس قطعه عامل مهمی در تعیین هزینه ماشینکاری CNC است، بسیاری از مواد را میتوان ماشین کاری کرد ولی هر کدام خواص، کاربردها و هزینههای منحصر به فرد خود را دارند.
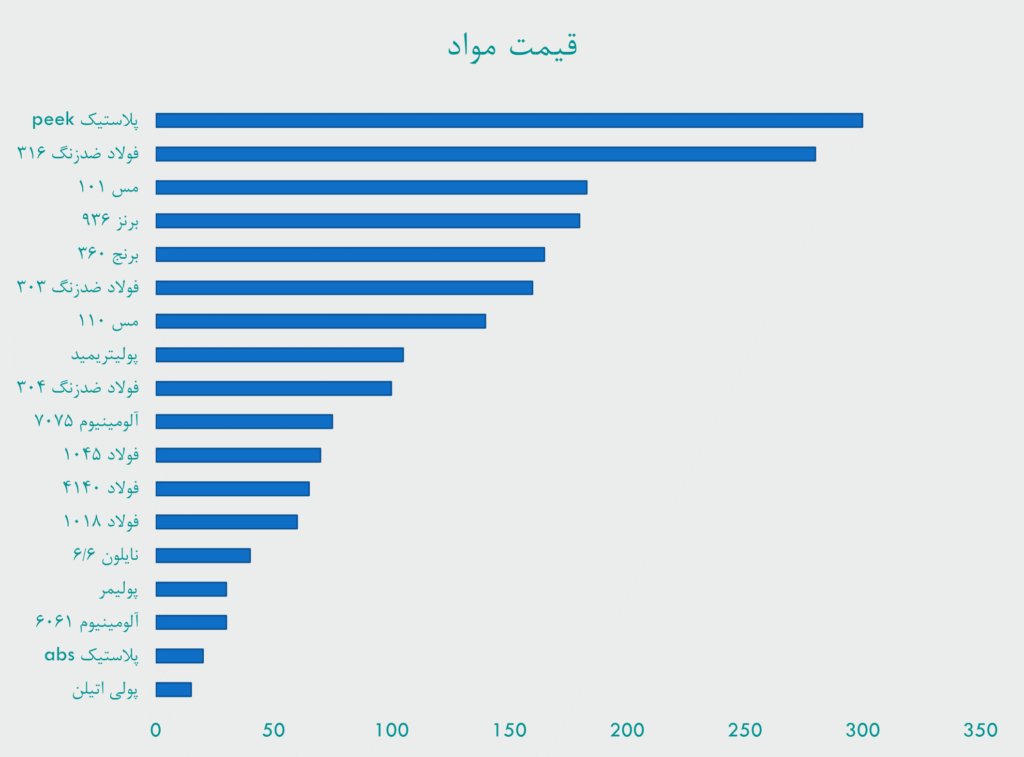
قیمت مواد مختلف بسیار متفاوت از هم دیگر است، اما معمولاً بر اساس فراوانی و دشواری تولید قیمت گذاری میشود.
بیشتر مواقع بررسی شرایط و محیطی که قطعه شما قرار است در آنجا کار بکند تعیین کنند هم جنس قطعه شما هست برای مثال Stainless Steel 316 انتخاب بسیار مناسبی برای محیطهای مرطوب به شمار میرود.
به طور کلی، برای ساخت قطعه باید ارزان ترین ماده ممکن را انتخاب شود به شرطی که هنوز نیازهای طراحی را برآورده کند.
قیمت جهانی تعدادی از مادههای مختلف:
2- کاهش مدت زمان آمادهسازی قطعه
عامل دیگری که در کنار جنس قطعه باید به آن توجه ویژهای کرد این است که چگونه قطعه ساخته خواهد شد.
مدت زمان آمادهسازی قطعه به عوامل متعددی همچون کدنویسی CAM، آمادهسازی دستگاه و فیکسچر بستگی دارد. هر چقدر قطعه پیچیدهتر باشد به طبع آن زمان زیادتری صرف تنظیم و کدنویسی دستگاه خواهد شد. پس بهتر است هر چقدر که امکان دارد قطعه را ساده طراحی کرد تا هزینه ماشینکاری CNC کمتر شود.
در فبری نکست بیشتر قطعات در فرزهای 2.5/3 محوره و یا 5 محوره ساخته میشوند ولی انتخاب عاقلانه این است که در طراحی قطعه بخاطر در دسترس بودن، از دستگاههای 2.5 ویا 3 محوره برای ساخت قطعه در نظر گرفت.
بیشتر قطعات به دو تنظیم (SETUP) نیاز دارند تا ماشینکاری شوند، در بعضی دیگر از قطعات این عدد بیشتر از دو است. در کل بهتر است هر چقدر امکان دارد این عدد را پایین نگه داشت. در ضمن برای هر تنظیم، کدنویسی و فیکسچر خاص آن هم لازم است.
3- استفاده از فیکسچرهای آماده
شاید بعضی مواقع برای بستن قطعه به دستگاه نیاز به فیکسچر خاصی باشد. در این شرایط باید فیکسچر جدید سازگار با قطعه طراحی و ساخت شود.
راهکار دیگر برای کاهش هزینه ساخت قطعات در فرز CNC و تراش CNC استفاده از فیکسچرهای آماده و استاندارد، است.
4- افزایش تعداد
در صنعت مرسوم است هر چقدر تعداد تولید بیشتر شود، هزینه نهایی به ازای هر قطعه ماشینکاری CNC کمتر میشود. دلیل این است که تولید کننده یک بار دستگاه را تنظیم میکند و چندین بار قطعه را تولید میکند.
5- کاهش مدت زمان ماشینکاری CNC
آخرین راهکار برای کاهش هزینه نهایی، کاهش زمان تولید قطعات است.
این راهکار با استفاده از دو روش انتخاب جنس مناسب و هندسه قطعه قابل اجرا است.
انتخاب جنس مناسب
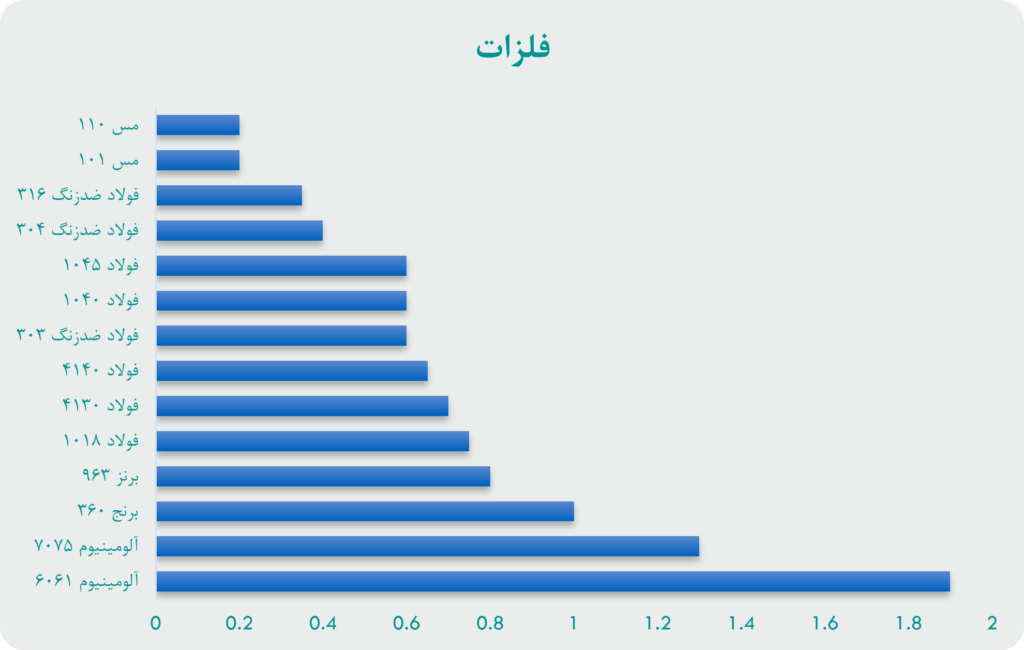
مواد مختلف نرخ ماشین کاری مختلفی دارند. هر چقدر ماده سختتر، زمان بیشتری نیاز است تا قطعه تراش داده شود.
در چارت زیر میتوان هزینه ماشینکاری CNC برخی از فلزات را مشاهده و مقایسه کرد:
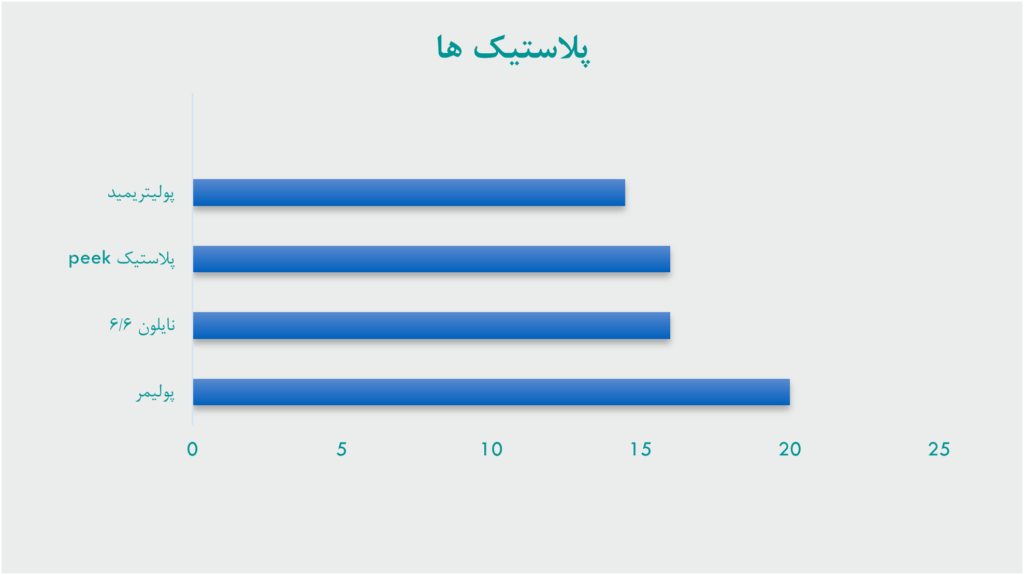
و همچنین هزینه ماشینکاری CNC برای برخی از پلاستیک ها:
تاثیر هندسه قطعه
هندسه و طراحی قطعه ارتباط مستقیم با هزینه نهایی قطعه دارد. ولی چند عامل وجود دارد که میتواند زمان ماشینکاری CNC را نیز افزایش دهد که باید تا آنجا که ممکن است پرهیز شوند.
مشاوره با مهندسان حرفه ای فبری نکست در مرحله طراحی، به شما کمک می کند تا از طراحی قطعات دشوار و پیچیده خودداری کنید. بنابراین هم در مدیریت زمان خود موفق عمل کرده اید و شانس خود را برای کاهش هزینه ماشینکاری CNC بالا برده اید.
تلرانس
هرچقدر تلرانس طراحی بستهتر باشد دقت زیادی لازم است تا قطعه ساخته شود. در نتیجه مدت زمان زیادی باید صرف ماشینکاری قطعه شود.
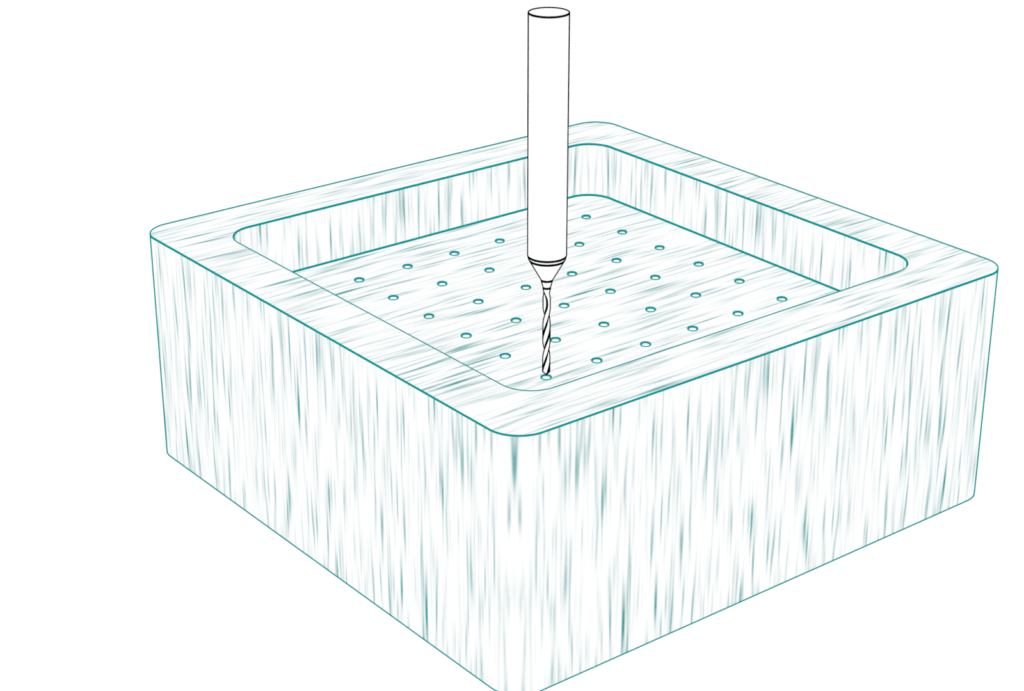
قطر و عمق سوراخ
سوراخهای کوچک و عمیق زمان زیادی میبرند تا دقیق سوراخ کاری شوند. همچنین احتمال شکستگی ابزار هم بالا است.
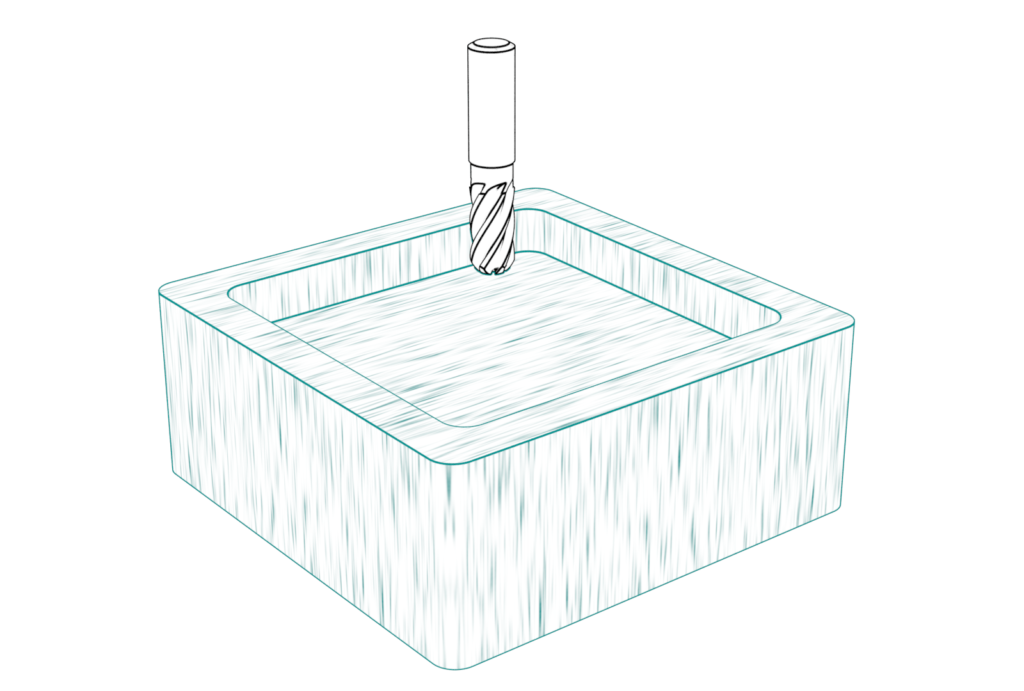
شعاعهای داخلی
هرچقدر قطعه شعاعهای داخلی کوچکتری داشته باشد باید از تیغه کوچکتری استفاده شود و هر چقدر تیغه کوچک باشد زمان زیادی صرف ماشینکاری قطعه خواهد شد.
ضخامت دیوارهها
دیوارههای نازک به مراقبت بیشتری نیاز دارند. پیشنهاد فبری نکست برای نازک ترین دیواره فلزی 1mm و پلاستیکی 0.5mm است.