آنودایزینگ آلومینیوم
آلومینیوم دومین فلز پرکاربرد جهان است. مهندسان آلومینیوم را به دلیل وزن کم، مقاومت در برابر خوردگی و همینطور قیمت معقول مورد استفاده قرار میدهند.
لایهای از اکسید آلومینیوم بعد از قرارگیری این فلز در محیط، روی سطح آن ایجاد میشود که باعث افزایش مقاومت در برابر سایش میشود. با این حال آلومینیوم مقاومت خوبی در برابر سایش ندارد و اکسید ایجاد شده در طول زمان و در برخورد با عناصر مختلف محیط، باعث خوردگی آلومینیوم و از بین رفتن آن میشود.
راه حل این مشکل، آنودایزینگ قطعات است. این پروسه مزیتهای دیگری هم دارد که در ادامه در باره آن بحث خواهیم کرد.
آنودایزینگ یا آنُدِش چیست؟
یک فرایند الکتروشیمیایی است که لایهای از اکسید آلومینیوم را روی سطوح قطعه ایجاد میکند. این فرایند باعث جلوگیری از سایش و ترک خوردگی در شرایط سخت میشود. برای اولین بار سال 1923 آلومینیوم در مقیاس صنعتی آنودایز شد. بعدها روشهای مختلفی از این صنعت، برای مواد مختلف پدیدار شد. تقریبا در همین سالها بود که «گون و اوبرایان» برای اولین بار از سولفوریک اسید برای آنودایزینگ آلومینیم استفاده کردند. با وجود گذشت دهههای متعدد، هنوز این روش یکی از متداولترین روشها برای آندکاری است.
مزیتهای آلومینیوم آنودایز شده
هدف اصلی آنودایزینگ، افزایش ضخامت لایه اکسید رو سطوح است. اکسید آلومینیوم به شدت سخت است. در مقیاس موهر، سختی لایه اکسید آلومینیوم 9 است و بعد از الماس سختترین ماده جهان است. اکسید آلومینیوم آنقدر سخت است که زمانی به عنوان ساینده در سنبادهها به کار گرفته میشد. قرارگیری لایهای از این ماده روی سطوح قطعه، مقاومت قطعه در برابر سایش را افزایش میدهد.
ضخامت لایه آنودایز بستگی به هدف از انجام این کار دارد. برای بهبود ظاهر و زیبایی، لایه با ضخامت کم کافی است. لایه ضخیم در کنار حفظ ظاهر مطلوب، از سطوح قطعه در مقابل سایش هم محافظت خواهد کرد.
داشتن لایه ضخیم اکسید، بخاطر ایجاد پرزهای عمیق تر در حین پروسه آنودایزینگ، برای پروسه رنگرزی هم بسیار موثر است.
در این صورت، رنگدانهها با نفوذ بیشتری روی سطح آندکاری شده مینشینند که باعث ایجاد سختی بسیار بالا میشود و همچنین از ایجاد خط و خش روی قطعه جلوگیری میکند.
از طرفی آنودایزینگ آلومینیوم باعث کاهش رسانایی این فلز میشود چرا که اکسید آلومینیوم ماده مناسبی برای عبور الکترون نیست.
اصول کار
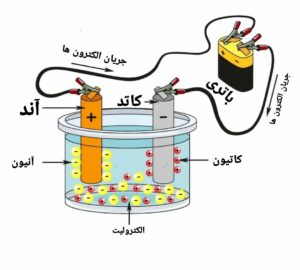
آنودایزینگ بر اساس اصل سلولهای الکترولیتی کار میکند. در این پروسه وان آنودایز با الکترولیت مناسب پر میشود. قطعه به صورتی در این وان قرار میگیرد که تقریبا همهی سطوح آن با الکترولیت در تماس باشد. در مرحله بعد صفحاتی از عناصر مختلف (معمولا سرب و آلومینیویم) را به عنوان کاتد و آند داخل وان قرار میدهیم. با وصل کردن قطب مثبت منبع انرژی به قطعه آلومینیومی و قطب منفی به صفحه سربی، جریان الکتریکی در سیستم به جریان میافتد و عملیات آنودایزینگ شروع میشود.
مدت زمان این فرآیند و همچنین ولتاژ منبع جریان، تعیین کننده ضخامت لایه در قطعات آلومینیومی است.
 روند آنودایزینگ آلومینیوم
روند آنودایزینگ آلومینیوم
بعد از گذشت دههها هنوز از سولفوریک اسید، به عنوان یکی از عناصر پایه آنودایزینگ استفاده میشود. با این حال بسیاری از عملیاتهای این پروسه در جهت بهبود کیفیت سطح و عملکرد تغییر کردهاند.
پروسه آنودایزینگ مدرن از مراحل زیر تشکیل شده است:
تمیز کردن
سطوح قطعات قبل از پروسه آندکاری، باید با استفاده از حلالها مانند اسیدها و آلکالین تمیز شوند تا از نبود روغن و گرد و خاک روی سطوح اطمینان حاصل شود.
پیش فرآوری
این مرحله برای حذف کردن هر گونه نقص روی سطوح قطعه صورت میگیرد. هدف از انجام این مرحله ارائه سطحی تمیز و صاف است و در دو زیر مرحله انجام میشود:
براقکاری
براقکاری به منظور حذف ذرههای ریز فلز باقیمانده از مرحله تمیزکاری صورت میگیرد. با استفاده از مخلوط غلیظی از نیتریک اسید و فسفریک اسید سطوح قطعه کار صاف و برای آندکاری آماده میشوند.
قلم زنی
قلم زنی لایهای از آلومینیوم را از روی سطوح جدا میکند این مرحله باعث مات شدن سطوح قطعه کار میشود. همچنین در این مرحله محلول داغ هیدروکسید سدیم برای از بین بردن نقصهای سطوح به کار میرود.
آندکاری
بعد از مرحله پیش فرآوری، قطعه آماده آنودایزینگ است. همانطور که قبلا ذکر شد، الکترولیت رایج در آنودایزینگ سولفوریک اسید است ولی برخی مواقع از بورات، تارترات، فسفوریک اسید و کرومیک اسید هم به عنوان مکمل استفاده میشود.
تعیین رنگ

چند روش مختلف برای اضافه کردن رنگ به سطوح آنودایز شده وجود دارد. رنگهای مختلف به روشهای مختلفی نیاز دارند.
دو روش رایج رنگ آمیزی یکی به روش الکتریکی و دیگری از طریق افزودن رنگ است.
تعیین رنگ به روش الکتریکی(Electrocolouring)
یکی از این فرآیندها، تعیین رنگ به روش الکتریکی است. که معمولا برای طیفهای رنگ تیره قطعه به کار میرود. در این روش قطعه آنودایز شده از طریق الکترولیت، در محلول نمکهای فلزی غیر معدنی غوطه ور میشود.
قطعه آنودایز شده تبدیل به یک الکترولیت و گرافیت (و یا آلومینیوم) تبدیل به الکترولیت دیگر میشود. اکسید در منافذ رسوب میکند و رنگ هایی مانند سیاه، قهوه ای، آبی، خاکستری مایل به زرد و برنزی را به وجود میآورد.
افزودن رنگ
افزودن رنگ یکی دیگر از روشهای تعیین رنگ در آنودایزینگ است. منافذی که در طی فرآیند الکتروشیمیایی ایجاد میشوند، به راحتی رنگدانهها را جذب میکنند.
رنگدانهها، کل ضخامت منافذ را پر میکنند. از آنجایی که عمق منافذ تا 50 میکرون هم میرسد، این روش میتواند بسیار با دوام باشد. قطعاتی که با این روش رنگ آمیزی میشوند، رنگ بسیار با دوامی دارند و میتوانند در شرایط و محیطهای سخت بکار روند. همچنین میتوان از رنگهای بیشتری استفاده کرد.
آب بندی
آب بندی آخرین مرحله آنودایزینگ است که باعث جلوگیری از نشتی سطوح و همچنین باعث افزایش مقاومت قطعه در برابر زنگزدگی میشود. 3 راه برای انجام آب بندی وجود دارد: روش گرم، روش سرد و یا ترکیبی از هر دو.
آببندی باعث جلوگیری از لک شدن، خراشیدگی و تخریب رنگ میشود.
انواع آندکاری
براساس ضخامت لایه هیدروکسید آلومینیوم، 2 روش کلی آنودایزینگ وجود دارد.
آنودایزینگ دکوراتیو
همانطور که از نام این روش معلوم است، تمرکز این روش بر روی ارائه یک پوشش زیبا است. در این روش اولویت بر زیبایی قطعه است و بهبود خصوصیات مکانیکی در اولویت دوم است.
در آندکاری دکوراتیو، ضخامت لایه اکسید آلومینیوم بین 5 تا 25 میکرون است.
آندکاری سخت
در مواقعی که محافظت از سطوح قطعه در اولویت اول است، از آنودایزینگ سخت استفاده میشود که ضخامت لایه آن بین 25 تا 50 میکرون است.
چه موادی قابلیت آنودایزینگ دارند؟
به غیر از آلومینیوم، فلزات مختلف دیگر، همچنین بعضی از پلاستیکها که رسانای الکتریسیته هستند نیز قابلیت آنودایزینگ دارند.
فلزاتی مانند منیزیم، تیتانیوم، نیوبیوم، روی، هافنیوم و تاناتالوم برای اهداف مختلف آنودایز میشوند.
همهی قطعات آنودایز شده سطوح مقاوم و ظاهری جذاب دارند و طول عمر آنها نیز از قطعات آندکاری نشده خیلی بیشتر است.