مهمترین نکاتی که قبل از انتخاب روش خمکاری برای ساخت قطعات باید بدانید
خمکاری نوعی تغییر شکل است، و یکی از سه فرآیند اصلی در ساخت ورق فلزی محسوب میشود. دو مورد دیگر، برشکاری و اتصال هستند. نکات مهمی در فرایند خمکاری ورقهای فلزی وجود دارد . این روش یکی از عملیات بسیار پرکاربرد در صنعت است و برای مقاصد گوناگونی مانند ساخت باکس فلزی در صنعت مخابرات، خودروسازی، ساخت هواپیما، کشتی سازی، کارخانجات استفاده می شود. روش های مختلفی برای خمکاری ورقهای فلزی وجود دارد که با توجه به مواردی مانند جنس ورق، ضخامت آن، طرح مورد نظر برای خم کردن و میزان خمش، میتوانیم روش مناسب را انتخاب کنیم. همچنین با توجه به جنس ورق فلزی باید مشخص شود که لازم است خمکاری ورق های فلزی به صورت گرم یا به صورت سرد و در دمای پایین انجام شود.
خمکاری ورقهای فلزی عملی است که در آن به ورق فشار وارد شده و باعث خمش و زاویه دار شدن آن می شود. با نگهداشتن قطعهکار در موقعیت با استفاده از گیرهها یا قالبها و اعمال نیروی استراتژیک بر روی ناحیهای از قطعه کار انجام میشود. نیروی اعمال شده باید از قدرت تسلیم ماده بیشتر شود تا باعث تغییر شکل پلاستیک قطعه شود. این فرآیند، منجر به شکل V، شکل U یا شکل کانال بر روی یک محور میشود که هندسه قطعه جدیدی را ایجاد میکند. خم شدن شکل را تغییر میدهد اما حجم قطعه کار ثابت میماند.
انواع خمکاری ورقهای فلزی
خمکاری ورقهای فلزی انواع متفاوتی دارد که با هم بررسی خواهیم کرد. انواع خمکاری عبارت هستند از:
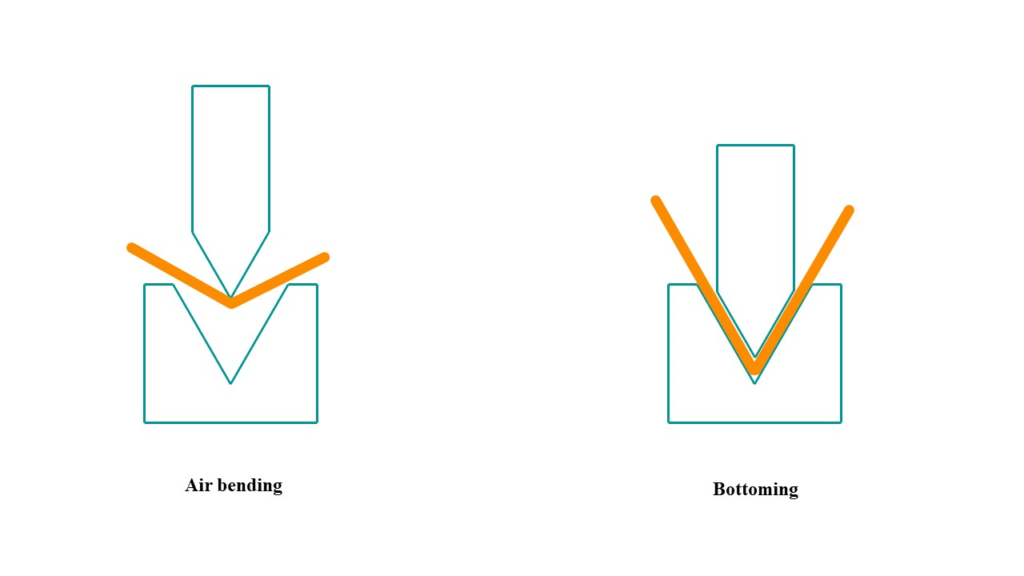
خمکاری هوایی یا Air Bending:
در این روش از دو قالب استفاده میشود. قالب بالایی (که به عنوان پانچ نیز شناخته میشود) و قالب پایینی. قالب پایین دارای دهانه V شکل است. پانچ ورق فلز را به داخل قالب پایینی فشار میدهد. خمکاری هوا به اندازه روشهای دیگر دقیق نیست.
کفکوبی یا Bottoming:
در این روش ورق فلزی توسط پانچ بر روی سطح قالب فشرده میشود. سپس قطعه، زاویه نهایی را از زاویه قالب میگیرد. برای ورقهایی با ضخامت حدود 3 میلیمتر، عرض بهینه برای دهانه قالبهای Vشکل، 6 برابر ضخامت قطعه و برای ورقهای ضخامت 12 میلیمتر، حدود 12 برابر ضخامت قطعه است.
خمکاری ضربی یا سکهزنی یا Coining:
این روش شبیه خمکاری هوایی است. با این حال، نیروی مورد استفاده معمولاً 5 تا 30 برابر نیروی خمکاری هوا است. روش سکهزنی دقت بسیار بالاتری دارد.
تا کردن یا Folding:
از تیرهای گیره برای نگه داشتن ضلع بلندتر فلز استفاده میشود. تیر آزاد است تا ورق را در اطراف پروفیل خمکاری، خم کند. هر دو زاویه خم منفی و مثبت امکانپذیر هستند.
قالب لغزان:
سمت بلندتر ورق بسته میشود، و ابزاری به سمت بالا و پایین حرکت میکند و فلز را در اطراف پروفیل خم میکند. این روش نسبتا سریعتر از تا کردن است اما تمایل بیشتری به ایجاد خراش یا آسیب به ورق دارد.
خمکاری چرخشی:
قالب بالایی از یک استوانه ساخته شده است که چرخش آزاد دارد. شکل نهایی خم به داخل آن وابسته است و یک قالب پایینی مطابق با آن بریده میشود. همانطور که رولها با ورق وارد تماس میشوند، میچرخد. این فرآیند، ورق را خم میکند.
اتصال نر و مادگی:
این نوع خمکاری، روش آفست است. دو خم مخالف هر کدام کمتر از 90 درجه هستند. یک شبکه خنثی خمهای مخالف را جدا میکند.
مواد مناسب برای خمکاری ورقهای فلزی
برخی از مواد چکشخوارتر از بقیه هستند. این بدان معناست که برخی خم میشوند، در حالی که برخی دیگر ضعیف شده و ترک خواهند خورد.
برای موادی که چکشخواری کمتری دارند، میتوان قطعه کار را گرم کرد تا خطر ترکخوردگی کاهش یابد.
| بسیار چکشخوار است و باید بتوانید بدون مشکل آن را به صورت سرد خم کنید | فولاد نرم |
| در صورت بازپخت کامل بسیار خم شدنی است. باید دوباره آن را حرارت دهید تا وقتی به شکل دلخواه شما درآمد، مانند فولاد فنری عمل کند. اگر زمانی که سفت شد سعی کنید آن را خم کنید، احتمالاً میشکند. | فولاد فنری |
| با توجه به نوع آلیاژ آن، بسیار متغیر است. مثلا 4140 معمولاً بسیار چکشخوار است. اما اگر میخواهید آن را خم کنید، بهتر است که آن را بازپخت و آنیل کنید وگرنه امکان ترک و شکستگی وجود دارد. | فولاد آلیاژی آنیل شده |
| خم شدن سختی دارد، ترک خوردن در آن بسیار رایج است و خمش سرد، همیشه فلز را ضعیف می کند. خمش مناسب را می توان با آنیل کردن آلومینیوم انجام داد، اگرچه گزینهای ایدهآل برای قطعات فرم نیست. | آلومینیوم 6061 |
| شکل پذیری بالایی دارد و یکی از بهترین انواع آلومینیوم برای خم شدن است. به طور معمول در برابر ترک خوردن یا خستگی مقاوم است؛ مگر اینکه نیاز به خم شدن و کار مجدد داشته باشد که این موضوع تقریباً برای هر فلز چکشخواری صادق است. | آلومینیوم 5052 |
| فوق العاده چکش خوار، خم شدن بسیار آسان. | فلز مس |
| شکلپذیری تحت تأثیر میزان فلز روی در آلیاژ است. هر چه روی بالاتر باشد، انعطافپذیری کمتری نسبت به برنج دارد. برای خمهای ساده در ورقهای فلزی معمولاً مشکلی وجود ندارد، اما برای فرایندهای پیچیدهتر ممکن است نیاز به استفاده از گرما برای نرم کردن آن وجود داشته باشد. | برنج |
| سفتتر است و احتمال ترک خوردن آن بیشتر از باقی فلزات است. از گرما برای بهبود شکلپذیری استفاده کنید. | برنز |
| تیتانیوم قوی است، بنابراین باید مراقب باشید که ابزارهای خود را خراب نکنید. برای جلوگیری از ترک خوردن آن، از شعاع خمش داخلی بزرگتری از فلزات دیگر استفاده کنید. همچنین تیتانیوم مدول الاستیسیته پایینی دارد، بنابراین باید آن را به میزان قابل توجهی خم کنید تا به شکل دلخواه شما برگردد. | تیتانیوم |
نکات طراحی برای خمکاری ورقهای فلزی
برای اطمینان از خم شدن بدون ضربه و جلوگیری از تغییر شکل، 10 نکته زیر هنگام طراحی حیاتی است:
1- ضخامت قطعه
قطعات باید دارای ضخامت دیواره یکنواخت در سرتاسر ورق باشند. فبری نکست قادر به ساخت قطعات فلزی خم شده تا ضخامت 6 میلیمتر است، اما این تلرانس عمدتاً به شکل آن بستگی دارد.
2- سوراخ و شکاف
فاصله سوراخها از خم باید حداقل 2.5 برابر ضخامت مواد باشد. شکافها به فضای خالی بیشتری نیاز دارند. شکافها باید در فاصلهای حداقل 4 برابر ضخامت مواد از لبههای خم قرار گیرند. دلیلش آن است که سوراخها و شکافها وقتی در نزدیکی یک خم قرار میگیرند، احتمال تغییر شکل در آنها به وجود میآید. همچنین، برای جلوگیری از برآمدگی، این ویژگیها را در فاصلهای حداقل 2 برابر ضخامت ماده از لبههای قطعه قرار دهید.
3- شعاع خم شدن
شعاع خمها باید حداقل 1 برابر ضخامت مواد باشد تا از شکستگی یا اعوجاج قطعات جلوگیری شود. همچنین، شعاع خمها باید ثابت نگه داشته شود تا هزینه به حداقل برسد. تمام خمها در یک صفحه باید در یک جهت طراحی شوند تا از تغییر جهت قطعه جلوگیری شود. این باعث صرفه جویی در هزینه و زمان می شود. به عنوان یک قاعده کلی، شعاع خمیدگی داخلی باید حداقل برابر با ضخامت مواد باشد.
4- فتیله کردن
شعاع بیرونی فتیلهها و خمها باید حداقل دو برابر ضخامت مواد باشد. علاوه بر این، فاصله سوراخها از خمها باید حداقل برابر با شعاع فیتیله به اضافه ضخامت ماده باشد. سایر خمها باید دور از حلقه در فاصله حداقل 6 برابر ضخامت ماده به اضافه شعاع پیچ قرار گیرند.
5- خزینه زنی
خزینهزنی روی قطعات ورق فلزی معمولاً با ابزار دستی انجام میشود. خزینهها نباید عمیقتر از 0.6 برابر ضخامت مواد باشند؛ یعنی حداکثر عمق یک خم در یک ماده با ضخامت 10 میلیمتر باید 6 میلیمتر باشد.
علاوه بر این، خزینهزنیها باید حداقل 3 برابر ضخامت مواد از یک خم، 4 برابر از لبه و 8 برابر از یکدیگر فاصله داشته باشند.
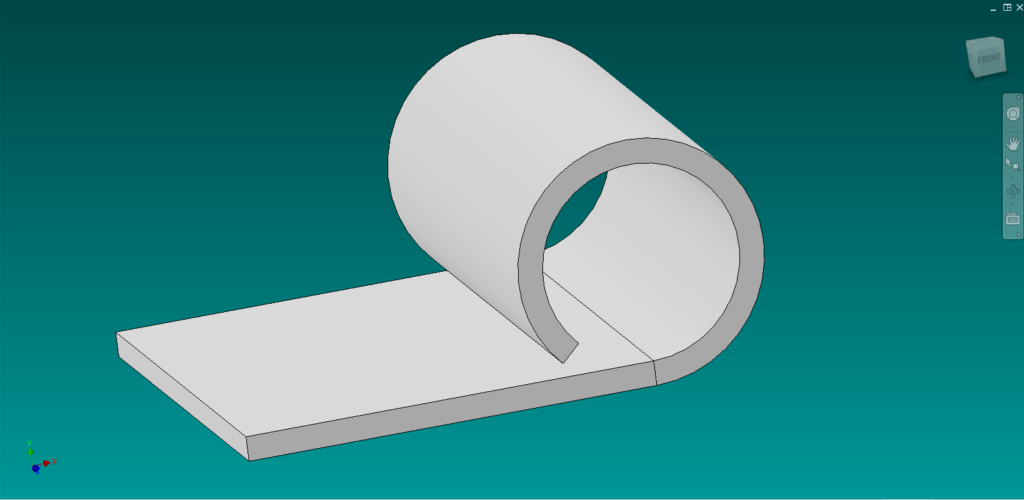
6- سجافها
سجافها چینهایی هستند که در لبه قطعات ایجاد میشوند تا لبهای ایمن و گرد ایجاد کنند. سه طرح سجاف با قوانین طراحی متفاوت وجود دارد.
برای سجاف باز، حداقل قطر داخلی باید برابر با ضخامت ماده باشد؛ زیرا قطرهای بزرگتر باعث از بین رفتن ویژگی دوار بودن میشوند. برای اطمینان از خم شدن کامل در خمکاری ورق، طول بازگشت باید 4 برابر ضخامت مواد باشد.
سجاف قطره اشک یا Teardrop Hem نیز باید حداقل قطر داخلی برابر با ضخامت ماده داشته باشد. دهانه باید حداقل ¼ برابر ضخامت ماده باشد، در حالی که طول اجرا باید حداقل 4 برابر ضخامت ماده نسبت به شعاع باشد.
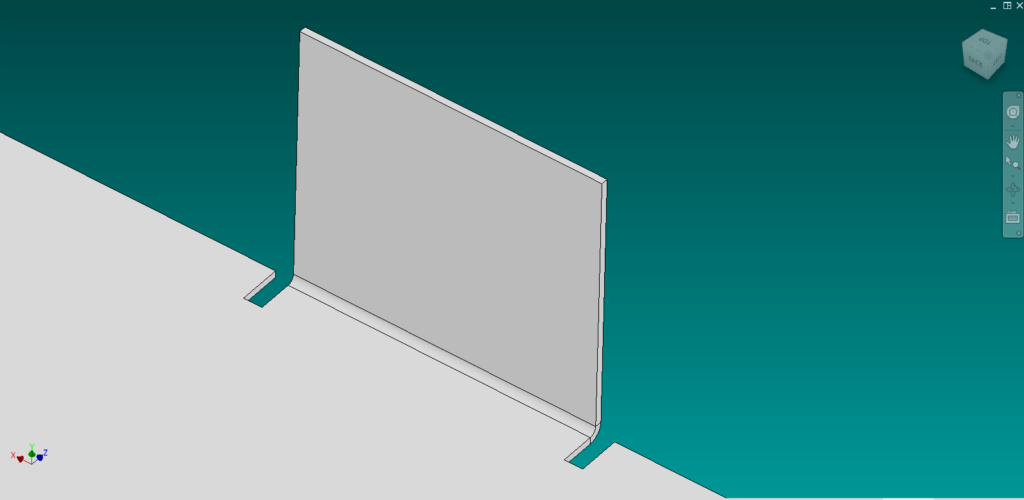
7- کنارههای پخ دار
پخهای روی فلنجها باید فضای کافی برای خم شدن داشته باشند تا از تغییر شکل قطعات جلوگیری شود.
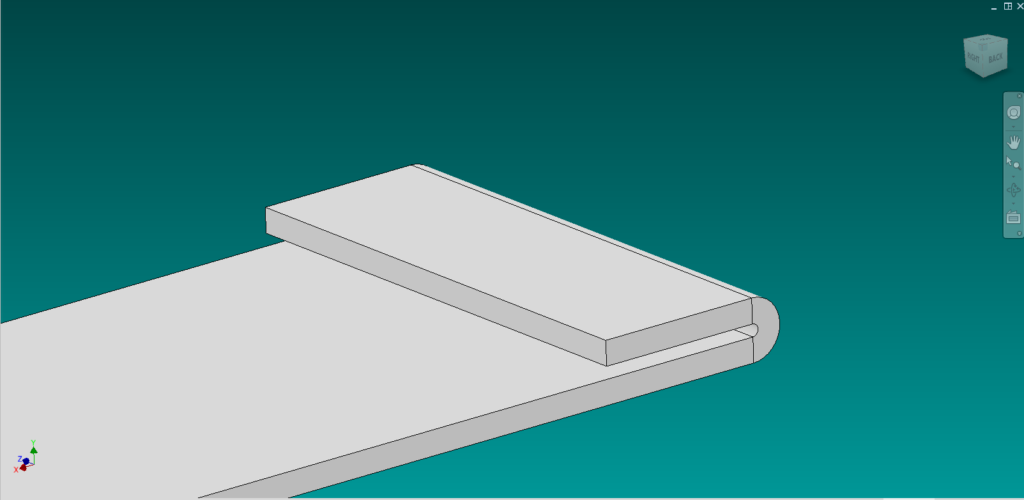
8- خمکاری ورق در کنار یکدیگر
از خمیدگیهای متوالی باید اجتناب شود مگر در مواقع ضروری. یک مشکل رایج برای خمیدگیهای متوالی، مشکل در قراردادن قطعات خم شده روی قالب است. با این حال، در صورت اجتنابناپذیری، قسمت میانی باید بلندتر از فلنجها باشد.
9- فاصله برای بریدگیها و زبانهها درخمکاری ورقهای فلزی
فاصله بریدگی تا خم شدن باید حداقل 3 برابر ضخامت ماده به اضافه شعاع خم باشد. از طرف دیگر، زبانهها باید 1 میلیمتر یا به اندازه ضخامت ماده از یکدیگر دور باشند. عدد بزرگتر را باید برای فاصله انتخاب کرد.
10- برشهای کمکی در خمکاری ورقهای فلزی
برشهای کمکی برای جلوگیری از برآمدگی و پارگی در خمکاری ورقهای فلزی ضروری هستند. عرض برشهای برجسته باید حداقل برابر با ضخامت قطعه باشند و طول آنها باید بیشتر از شعاع خم باشد.
محاسبه نیروی خمشی مورد نیاز
عوامل مختلفی در ایجاد خمیدگی مناسب در قطعه کار دخیل هستند. این شامل:
- مقاومت خمشی مواد
- درجه خمیدگی
- ضخامت قطعه کار
- زاویه خم
- شعاع داخلی
- دهانه قالب وی شکل
- حداقل لبه داخلی
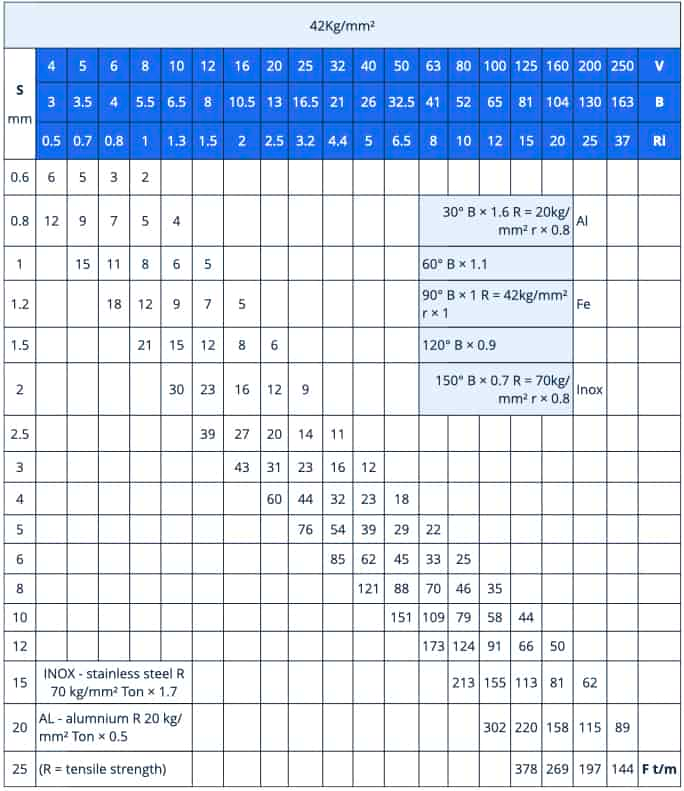
نمودار زیر را میتوان برای محاسبه نیروی خمشی مورد نیاز برای خمکردن فولاد نرم S235 با ضخامتهای مختلف در اشکال مختلف در زاویه 90 درجه استفاده کرد. فولاد ملایم S235 دارای مقاومت خمشی 42 کیلوگرم بر میلیمتر مربع است. پارامترهای متغیر به شرح زیر هستند. تمامی مقادیر بر حسب میلیمتر عنوان میشوند.
- S – ضخامت قطعه کار
- V – میزان باز شدن قالب Vشکل
- B – حداقل اندازه لبه داخلی
- Ri – شعاع داخلی
در فبرینکست شما میتوانید به صورت آنلاین فایل خمکاری مورد نظرتان را ارسال کنید. طی ۸ الی ۲۴ ساعت هزینه خم کاری محاسبه و به شما اعلام میشود.
برای خمکاری ورق های فلزی خود با فبرینکست فقط به نقشهی خمکاری نیاز است، ما علاوه بر تامین ورق فلزی لازم برای ساخت قطعهی شما تمام مراحل ورقکاری، برش و خمکاری تا کنترل کیفی را انجام میدهیم. همین الان فرایند ساخت قطعهی خود را از اینجا شروع کنید: خدمات آنلاین خمکاری فبرینکست